聯(lián)系我們
|
微信
銷售電話:18621317168掃一掃 聯(lián)系我們
|
銷售電話:18621317168掃一掃 聯(lián)系我們

改性高性能耐低溫尼龍
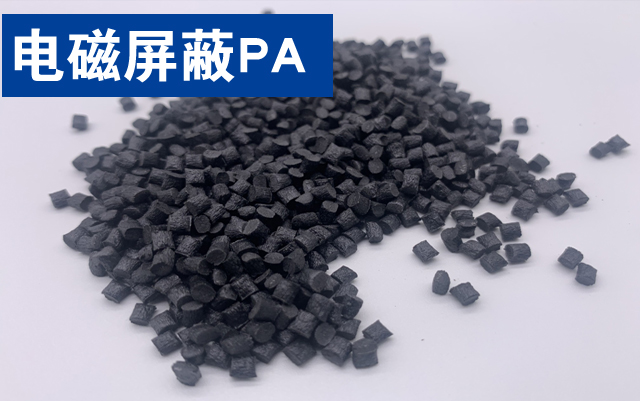
改性高性能電磁屏蔽尼龍PA

德國朗盛 PA6 DP1441/40 H2.0 耐熱老化 尼龍塑膠 PA6原料
荷蘭帝斯曼PA6 K224-HG6 30%玻纖 熱穩(wěn)定級 尼龍料 PA6塑膠原料

PA6塑膠原料 荷蘭帝斯曼PA6 K224-LG6/E 30%玻纖 增強 原料
PA6 B30SFN40 無鹵阻燃 高CTI尼龍塑膠 PA6原料
PA6 德國朗盛 BG30X 30%玻纖+玻璃珠 PA6原料 尼龍塑料

30%玻纖批發(fā) 德國朗盛PA6 BM230H2.0 沖擊改性 無鹵阻燃 熱穩(wěn)定級

日本東麗PA66 U625X21 柔軟 無鹵阻燃 電氣零件齒輪 汽車部件用尼龍料

PA66 CM3516G33 耐候性好 33%玻纖 增強 耐熱級尼龍原料
耐低溫改性尼龍具體可以超韌耐寒多少度:
