聯(lián)系我們
|
微信
銷售電話:18621317168掃一掃 聯(lián)系我們
|
銷售電話:18621317168掃一掃 聯(lián)系我們
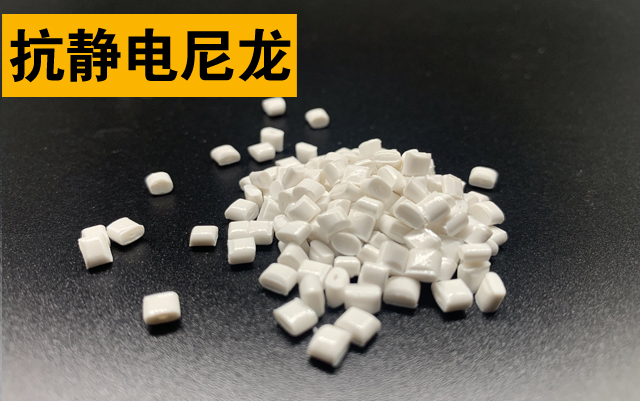
改性高性能抗靜電尼龍
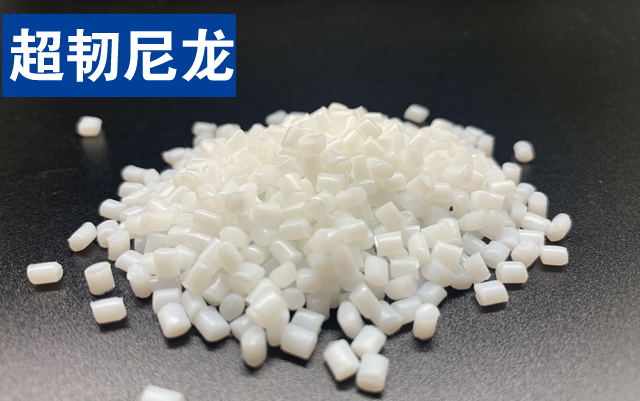
改性高性能超韌尼龍

PA6 德國朗盛 BG30X 30%玻纖+玻璃珠 PA6原料 尼龍塑料

PA6 K-FHGM24 荷蘭帝斯曼 高流動性 20%礦物 PA6塑膠原料

PA66 70G25HSL 美國杜邦熱穩(wěn)定 增強尼龍原料

PA6T51G35HSL熱穩(wěn)定級尼龍 美國杜邦 原材料

PA66 CM3001G-15 高強度 鹵素阻燃 滑輪 螺栓 葉輪用詳細介紹

PA66 R530H 加30纖增強 耐汽油性 抗水解 熱穩(wěn)定性 潤滑

美國杜邦PA66 FR7026V0F 高CTI 耐熱老化 尼龍66 pa66原料

美國杜邦PA66 101 NC010 尼龍66 pa66原料
長玻璃纖維PA66增強增韌尼龍顆粒擠出和注塑工藝的區(qū)別:
別")
別")