聯(lián)系我們
|
微信
銷售電話:18621317168掃一掃 聯(lián)系我們
|
銷售電話:18621317168掃一掃 聯(lián)系我們
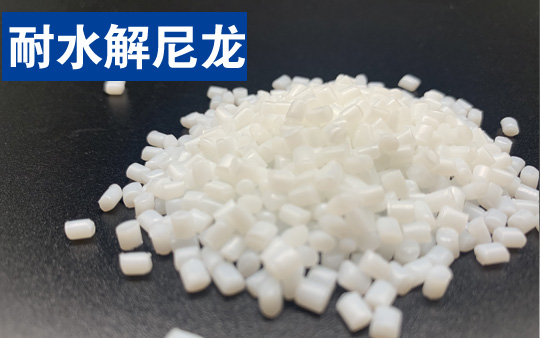
改性高性能耐水解尼龍
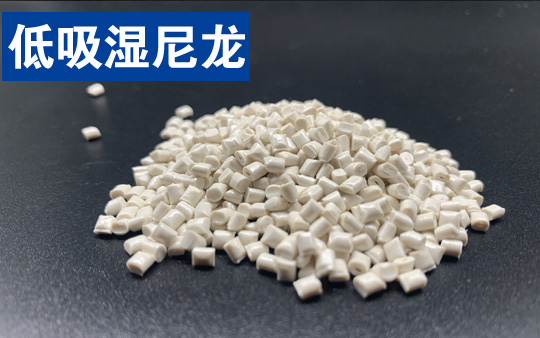
改性高性能低吸濕尼龍(高尺寸穩(wěn)定性尼龍)
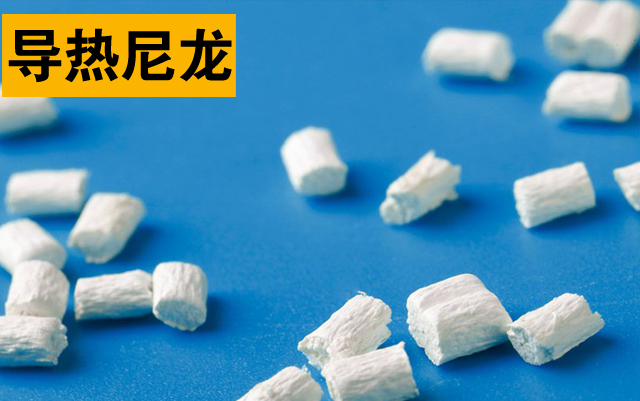
改性高性能導(dǎo)熱尼龍PA
PA6 8202CHS 熱穩(wěn)定級 閥門/閥門部件 德國巴斯夫 PA6塑膠原料

德國朗盛 PA6 B35F 中粘度 食品接觸級 尼龍塑膠 PA6原料
德國巴斯夫PA6 B3EG7 低粘度 耐熱老化 耐油 PA6塑膠原料

美國杜邦PA66 101F尼龍塑料

PA66 CM3006G-45高溫電氣插座零件 電氣零件 日本東麗45%玻纖 增強原料

美國杜邦PA66 70G43L 43% 玻璃 增強 尼龍66 pa66原料

美國杜邦PA66 HTNFR52G30NH 30%玻纖 尼龍66 pa66原料
尼龍改性原料加工常見問題及解決方案如下:
